
A product design firm and durable goods production and logistics outfit, AARN is the diversified activity of Aaron Panone, self-producing designer and engineer. House brands include: AARN (custom product), AARN EYEWEAR (handmade acetate eyewear design and manufacturing), and AARN TRANSMISSION (bicycle parts design and production).

The MTA ‘Conductor’ Safety Eyewear...

AARN nylaarn engineered sports eyewear

AARN S3#N MTB/XC CHAINRING GENII

Wavebalance Gaming Eyewear with...

Sweettrade Cast Findings Collection
AARN PRO track chainring

Wavebalance Task Specific Eyewear

Affinity carbon bicycle tire levers

aarn model 5iii

randolph ss2020

randolph ss2019

aarn s3#n mtb/xc chainring

ranger ss2019

ranger fw2018

randolph fw2018

randolph optical 2018

randolph ss2018

aarn 110#n narrow-wide chainring

ranger ss2018

randolph ss2017

aarn eyewear ss2016 eyewear

affinity cycles – quill isp

The Simply Co – Laundry detergent

aarn model 10 sunglasses

EIO by Cuppow LSR Jar Sleeve

“magic beans” cable hanger...

cast brass button for sweettrade

goodnip!

Model 7 eyeglasses with RX

cuppow mason jar coozie

limited edition aarn x#n chainring...

d3 traveller strap hardware for sdr...

e5 48.20 eyeglasses with sun lenses
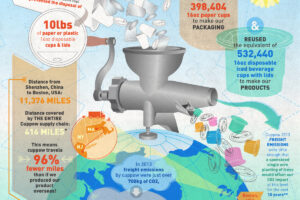
2013 year in renew for cuppow
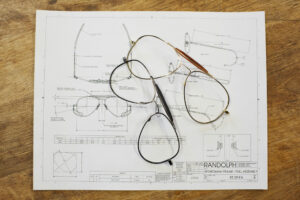
ISO drawing package for Randolph...

falcon shield shooting frame for...

brake bridge for tomii cycles

BNTO by Cuppow

e4 48.20 sunglasses

akimenko meats cookbook v1.0

flat pattern chainguard for geekhouse...
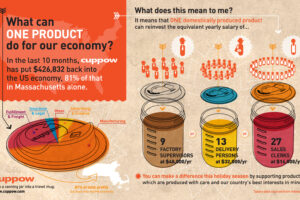
one product infographic for cuppow

1x 130#44 road chainring for tomii...

v1 road/cx dropouts for geekhouse bikes

e2 47.18 sunglasses

custom skewer replacement lever for...

frame builder: e1 teaser

cuppow regular with straw-tek...

new wide cuppow canning jar drinking lid

cuppow regular with straw-tek canning...
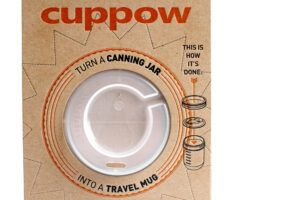
original cuppow canning jar drinking lid

tab desk lamp

seat stay caps for royal h. cycles

oregon manifest utility/cargo bike

144#n track bicycle chainring

lightweight custom drum harness
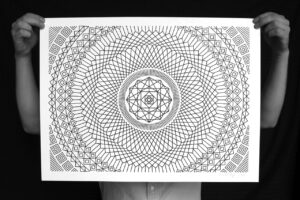
numerically controlled poster series...

picture frame doweling jig for PLR

small parts for firefly bicycles

boring 42th chainring v2

regular pattern cargo rack

custom track dropout for icarus frames

turntable bounce lamp

project: wallpaper – numerically...

aarn at fringe

tiflw seatmast clamp for independent...

regular pattern wall trellis

project blaster v2.0

city bench from re-purposed materials...

T0001 “rotafixer” lockring tool

headbadge and logo design for quiros...

custom snowboard rack for concepts

42th prototype track bicycle chainring

misc parts for geekhouse bikes

adjustable track bicycle dropout for...